




防盗门制作过程
简介:防盗门制作过程选材:按照客户要求选择钢板(门框:2.0mm、1.8mm、1.5mm,门扇外面板、门扇内面板:1.0mm/1.0mm、0.8mm/0.8mm、0.8mm/0.6mm)压花:按照客户要求选择花型剪板:按照客户要求剪裁尺寸冲孔:锁孔、猫眼孔折弯:裁好尺寸的板上、下各折10mm,左、右,五孔折27mm,连体折74mm;裁角五孔裁50mm,连体裁90mm电焊:铰链固定板、上、下封板、主锁盒、门架:加强筋、门框:边框除油、除锈、磷化:胶合:前后门板填充蜂窝纸或防火棉,在热胶合机上紧固定型.喷塑:打磨后喷漆并送入烤漆房烘烤转印:根据客户要求选择转印纸喷漆、罩光:...
防盗门制作过程
选材:按照客户要求选择钢板(门框:2.0mm、1.8mm、1.5mm,门扇外面板、门扇内面板:1.0mm/1.0mm、0.8mm/0.8mm、0.8mm/0.6mm)
压花:按照客户要求选择花型
剪板:按照客户要求剪裁尺寸
冲孔:锁孔、猫眼孔
折弯:裁好尺寸的板上、下各折10mm,左、右,五孔折27mm,连体折74mm;裁角五孔裁50mm,连体裁90mm
电焊:铰链固定板、上、下封板、主锁盒、门架:加强筋、门框:边框 除油、除锈、磷化:
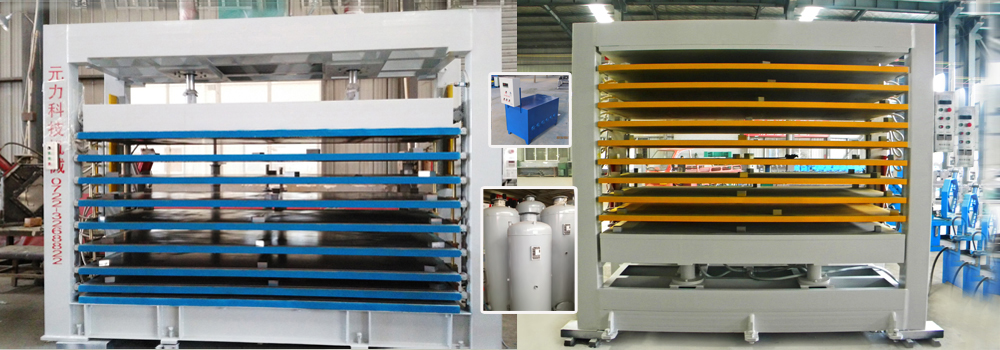
胶合:前后门板填充蜂窝纸或防火棉,在热胶合机上紧固定型.
喷塑:打磨后喷漆并送入烤漆房烘烤
转印:根据客户要求选择转印纸喷漆、
罩光:打磨后松紧喷漆房喷漆;为了防止受紫外线强光照射而退色,必须增加表面方退色能力
装配:安装门把手、锁体、锁芯、铰链、猫眼、胶条 门框:材料→检验→编花→冲压→折弯→冲孔→焊接→组合→打磨→检验
门面:材料→检验→折弯→成型→焊接→打磨→检验 磷化:除油(20min)→碱化(5min)→水洗(5min)→除锈(30min)→中和(30min)→水洗(5min)→表调(20min)→ 磷化(3h)→水洗(5min)→风干
注:在所有溶液配备完善的情况下,磷化的所有工序只需要2-3h。
胶合:配套→刷胶→放锁叉→拉蜂窝纸→封合→校正焊点→热压(4h)→加焊→检验→打磨抛光 喷塑:配套→挂钩→吹灰→检验 (转印:裁纸→检验→打磨→刷胶(胶水比例,冬天1:2、1:3夏天1:4。
注:胶水配置的比例与胶水的浓度有关)→检验→补纸→烘烤(只要达到指定的温度,时间没有限制,一般情况下,
热炉:20min,凉炉:2-3h)→洗纸→检验→风干
罩漆:配套→检验→擦灰→罩漆→检验。
选材:按照客户要求选择钢板(门框:2.0mm、1.8mm、1.5mm,门扇外面板、门扇内面板:1.0mm/1.0mm、0.8mm/0.8mm、0.8mm/0.6mm)
压花:按照客户要求选择花型
剪板:按照客户要求剪裁尺寸
冲孔:锁孔、猫眼孔
折弯:裁好尺寸的板上、下各折10mm,左、右,五孔折27mm,连体折74mm;裁角五孔裁50mm,连体裁90mm
电焊:铰链固定板、上、下封板、主锁盒、门架:加强筋、门框:边框 除油、除锈、磷化:
胶合:前后门板填充蜂窝纸或防火棉,在热胶合机上紧固定型.
喷塑:打磨后喷漆并送入烤漆房烘烤
转印:根据客户要求选择转印纸喷漆、
罩光:打磨后松紧喷漆房喷漆;为了防止受紫外线强光照射而退色,必须增加表面方退色能力
装配:安装门把手、锁体、锁芯、铰链、猫眼、胶条 门框:材料→检验→编花→冲压→折弯→冲孔→焊接→组合→打磨→检验
门面:材料→检验→折弯→成型→焊接→打磨→检验 磷化:除油(20min)→碱化(5min)→水洗(5min)→除锈(30min)→中和(30min)→水洗(5min)→表调(20min)→ 磷化(3h)→水洗(5min)→风干
注:在所有溶液配备完善的情况下,磷化的所有工序只需要2-3h。
胶合:配套→刷胶→放锁叉→拉蜂窝纸→封合→校正焊点→热压(4h)→加焊→检验→打磨抛光 喷塑:配套→挂钩→吹灰→检验 (转印:裁纸→检验→打磨→刷胶(胶水比例,冬天1:2、1:3夏天1:4。
注:胶水配置的比例与胶水的浓度有关)→检验→补纸→烘烤(只要达到指定的温度,时间没有限制,一般情况下,
热炉:20min,凉炉:2-3h)→洗纸→检验→风干
罩漆:配套→检验→擦灰→罩漆→检验。